R切り込みテスト依頼
2025/01/31
こんにちは!
ブログ担当の琉斗です。
本日の作業紹介は、R切り込みのテスト依頼についてです。
お客様から「刃先にRを付けてほしい」というご依頼をいただきました。そこで、自社で打ち合わせを重ねながら仕様を検討し、トライ品の製作を進めました。
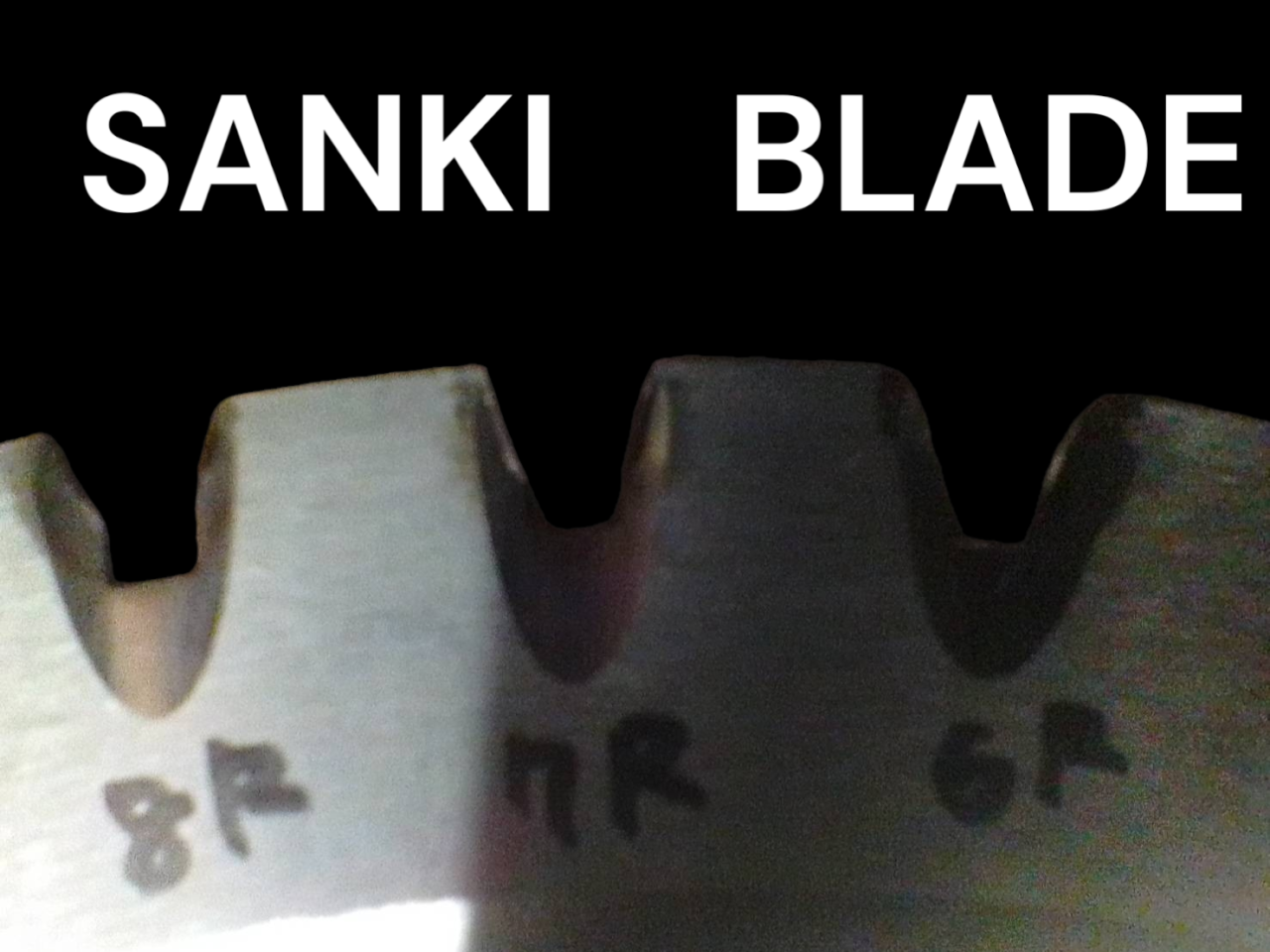
R加工とは、材料のエッジや刃先に丸みをつける加工のことです。この「R」とは、丸みをつけた部分の半径を指します。例えば、R1は半径1mmの丸みを意味します。
刃先にRを付けることは、切削工具やバイトの性能向上に大きな役割を果たします。R加工により、刃先が強化され、工具の耐久性や切削性能が向上しますが、メリットとデメリットが存在します。
メリット
-
刃先の強度向上
R形状にすることで、刃先の角が尖りすぎず、力が分散されるため折損や欠けが起こりにくくなります。
-
工具寿命の延長
刃先が丸いことで、摩耗が均等に進むため、工具の寿命が長くなります。
-
表面仕上げの向上
切削面に滑らかな仕上がりを与えることができます。
-
衝撃吸収性の向上
材料への衝撃が緩和され、切削時の振動も抑えられます。
-
高硬度材料の加工に有利
高硬度材料(チタン、焼入れ鋼など)の加工時に刃先の摩耗を抑えることができます。
デメリット
-
切り込み精度の低下
鋭い刃に比べてRがあると、高精度な微細加工やシャープなエッジ加工には不向きです。
-
微小部品の加工に不向き
刃先Rが大きいと、細かな形状や鋭利な部品を加工する際に不利です。
- 工具製作コストの増加
刃先にRを付けるための加工や設計が必要なため、工具の製作コストが上がることがあります。
刃先R加工は、強度と加工安定性を重視する場面で効果的ですが、デメリットも存在するため、加工内容に応じた適切な選択が必要です。