SKH51に替えてOK?ダメ?――“向く加工・向かない加工”を数字で判断する方法
2026/05/11
SKH51に替えてOK?ダメ?――向く加工・向かない加工を数字で判断する方法
超硬価格が上がっても“超硬のままが正解”な現場はある。再研磨×設計で、最適解を一緒に作ります(やる気!元気!三起!)
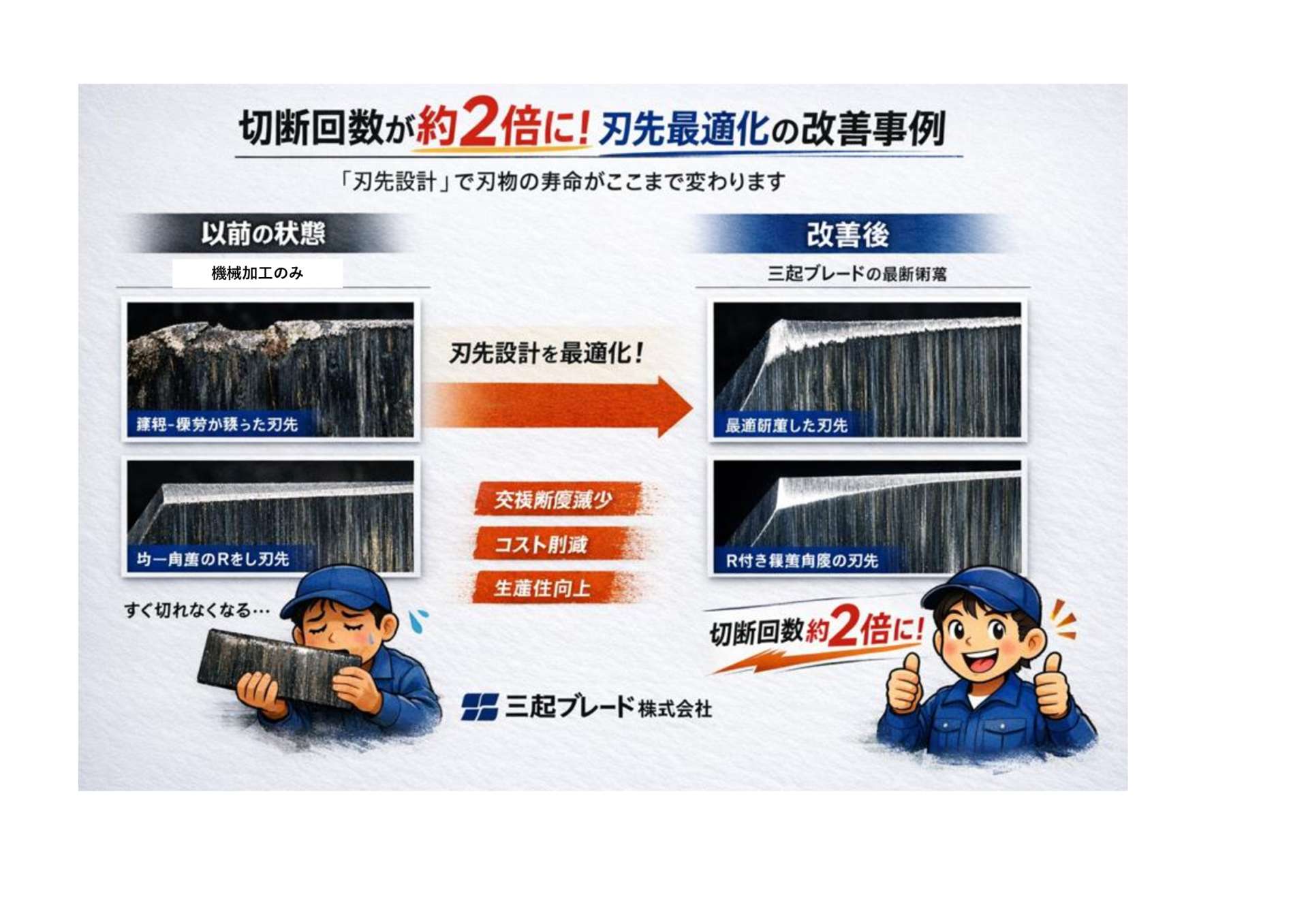
SKH51に替えてOK?ダメ?――“向く加工・向かない加工”を数字で判断する方法
超硬価格が上がっても“超硬のままが正解”な現場はある。再研磨×設計で、最適解を一緒に作ります(やる気!元気!三起!)
皆さま、こんにちは✨
今日も やる気!元気!三起! で頑張っております😊
最近とても増えているのが、
「超硬が高い…SKH51に替えられますか?」
というご相談です。
実際、超硬(WC粉末)価格は
2024年初:約336元/kg → 2026年初:約940元/kg と、
約213%上昇(約3倍) というデータも出ています。
……きゃああああ~~~💦💦💦💦
これは正直、現場にもお見積りにも、かなり効いてきています。
ですが、ここでとても大事なのは、
「替えられる加工」と「替えない方がいい加工」が、はっきり存在する
ということです。
今日はそのあたりを、
材料の性質を“数字”で見ながらお伝えしたいなと思います😊
① まずは材料の「硬さ」を数字で比較
この HRCで約7~15ポイント以上の差 が、
👉 耐摩耗性
👉 工具寿命
👉 欠けやすさ
といった性質の違いとして、はっきり現れます。
✅ SKH51が「向いている」加工(目安)
結論から言うと、SKH51は
「粘り(靭性)」を活かす加工 にとても向いています。
たとえば、
- 断続的に当たる/衝撃が入る加工
→ 欠けにくさが効く - 段取りや機械剛性が完璧でない現場
→ 超硬は靭性が低くチッピングしやすく、
ハイスの方が安定するケースがあります - コスト優先で、交換サイクルを管理しながら使える加工
- 再研磨前提で回す運用(工具管理とセットで効果を発揮)
さらにSKH51は、成分を数字で見ると特徴がとても分かりやすい材料です。
- W(タングステン):5.90~6.70%
- Mo(モリブデン):4.70~5.20%
- V(バナジウム):1.70~2.10%
- Cr(クロム):3.80~4.50%
この成分構成から、
耐摩耗性と靭性のバランス型材料であることが分かります。
❌ SKH51が「向かない」=超硬を維持すべき加工
一方で、ここは超硬のままが正解になりやすい領域です。
- とにかく摩耗が激しい
(研磨材入り・高摩耗材を切る/擦る加工) - 刃先形状が“命”で、寸法や刃先の持ちが最優先
- 高硬度材・高負荷条件で、工具寿命を最大化したい加工
超硬は硬度が非常に高く、
「摩耗に対しては圧倒的に強い」 という特性があります。
実際、三起ブレードでも超硬刃物では、
直近(2026年)の見積例として
- φ3.8/3×30/50L:単価5,000円(10本)
- φ5.0/3×30/50L:単価5,600円(10本)
大型品では
- 超硬チューブカッター
テスト:75,000円(1個)
本番:60,000円(5〜10個)
といった案件もあります。
「超硬が高いからSKH51へ」
という理由だけで決めてしまうと、
👉 寿命低下
👉 交換頻度増
👉 結果的にトータルコストが上がる
というケースも、正直少なくありません。
✅ “超硬のまま”でもコストを落とす現実解
再研磨+設計という考え方
超硬をやめられない加工では、
再研磨を前提にした設計と運用が非常に重要です。
三起ブレードでの目安としては、
- 超硬丸刃
100φ前後の刃物で、1回の研磨量 0.2~0.6mm
摩耗や欠けが少なければ、数十回可能なケースも - 超硬レザー刃
再研磨 10回以上
40L×20W程度のサイズで、
1回の研磨量 0.2~0.4mm 程度
また、
逃げ面摩耗 VB=0.1~0.2mm(仕上げ加工)
の段階で早めに再研磨することで、
削りすぎを防ぎ、刃物寿命を伸ばしやすくなります。
再研磨費用も、レザー刃の場合
1枚250円~1,000円前後(大きさによる)と、
新品製作と比べて大きな差があります。
🔧 三起ブレードの再研磨について
三起ブレードでは、
自動機を使用する再研磨も行っていますが、1枚1枚人が研磨をしている再研磨もおこなっております。
また、最終判断は必ず人が行います。
- 刃物を1枚ずつ確認
- 摩耗状態・欠け・次回の使い方を考慮
- 「なるべく削らない」ことを最優先
機械任せではなく、
作業者が刃物1枚1枚を見て、最小限の研磨で仕上げる再研磨を行い、
大切な刃物をお返ししています。
また、
「新刃を機械に入る最大寸法で作る」
= 最初から再研磨代(取り代)を確保する設計
という考え方も、現場ではとても効果的です。
✅ 三起ブレードは「材料変更の結果」を一緒に検討します
材料を替えると、
すべてが変わります。
三起ブレードでは、
画像測定器などで刃先・寸法を確認しながら、
お客様の生産管理課の皆さまとも一緒に、
品質とコスト、どこが最適解か?
を考えることを大切にしています。
SKH51へ替えるべきか。
超硬を維持して、再研磨で勝つか。
数字と現場データを見ながら、
最適な答えを一緒に作っていきましょう😊✨
ご相談は是非 HPの問い合わせフォームもしくはお電話にてお待ちしております!