刃先最適化で切断回数が2倍に|刃物の寿命を延ばした改善事例
2026/06/03
刃先最適化で切断回数が2倍に|刃物の寿命を延ばした改善事例
刃物は「研ぐだけ」では変わらない。刃先設計でコスト・品質・生産性が変わる
工業用刃物の切断回数が伸びない原因は“刃先設計”にあります。
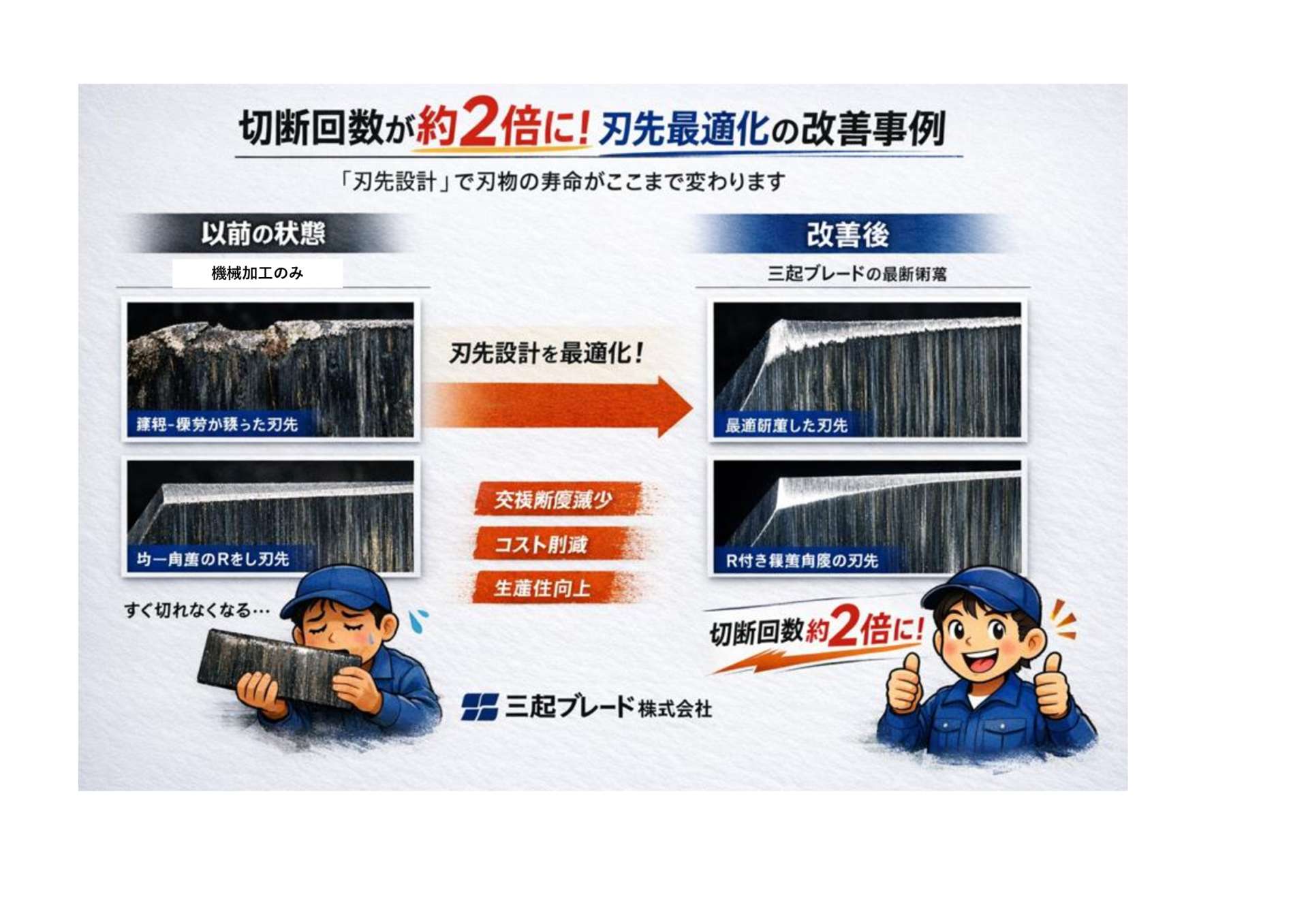
本記事では、刃先の最適化により切断回数が約2倍になった改善事例をご紹介します。
刃物の寿命延長・コスト削減・品質向上につながる具体的なポイントを解説します。
皆様こんにちは!
今日は千葉は台風が来るということで、学校が臨時休校に。
三起ブレード千葉工場も臨時休業となりました💦
私も子供が宿題をしている横でブログを書いています✨
本日は、実際にあった改善事例をご紹介します。
テーマはズバリ、
「刃先の最適化で切断回数が2倍になった話」です。
あるお客様から、こんなご相談をいただきました。
「今まで依頼していた手加工の刃物屋さんが廃業してしまい、別の会社で機械研磨してもらったら、刃が全然もたなくなった💦」
「コストもかかるし、正直どうにかしたい」
現場ではよくある話ですが、
実はこういったケースは非常に多いです。
まず結論から言うと、
原因は“刃物そのもの”ではなく、“刃先の設計”にありました。
そのお客様は、長年同じ仕様の刃を使い続けていました。
「昔からこれを使っているからこれが普通」
という状態だったのですが、
刃物屋さんが変わったことで、
それまで見えていなかった差が一気に表面化しました。
実際には、以前の手加工では
・再研磨のたびに刃の状態を見ながら角度を調整
・エッジの仕上げ方を微妙に変化
・刃の摩耗状態に応じて削り量を1枚ずつ変える
といった、“経験に基づいた最適化”が行われていました。
一方、新しく依頼した機械研磨では
・刃先角度は常に一定
・R形状部分も一定の条件で加工
・削る量も固定化されている
その結果、
摩耗や疲労が取り切れず、切れ味が早く落ちる状態になっていました。
そこで三起ブレードでは、まず
デジタルマイクロスコープで刃先を確認しました。
すると、
・刃先に微細な摩耗が残っている
・エッジが中途半端に丸まっている
・疲労痕がしっかり残っている
といった状態が、はっきりと“見える化”されました。
この結果をもとに、刃先仕様を全面的に見直しました。
具体的には、
・機械加工と手加工、それぞれの良い部分を組み合わせる
・再研磨によるサイズ変化に合わせて角度を最適化
・刃先の一部にわずかなR(丸み)を持たせる設計
といった改善を実施。
そして、
試作 → テスト → 改善
を繰り返していきました。
その結果――
切断回数は、従来の約2倍に増加しました。
(廃業された刃物屋さんの時よりも長持ちする結果になりました)
これにより、
・交換頻度の低下
・生産ライン停止時間の削減
・トータルコストの削減
といった、明確な改善効果が現れました。
ここで重要なのは、
「特別な刃物を使ったわけではない」という点です。
変えたのは、あくまで
“刃先の設計”だけです。
刃物は消耗品のため、
「減ったら交換」
という考えになりがちですが、
実際には
・どう削るか
・どんな形状にするか
によって性能は大きく変わります。
三起ブレードでは
・刃先を見える化し
・データとして蓄積し
・最適な形状を設計する
この流れで、単なる研磨ではなく
“改善提案型の研磨”を行っています。
「今の刃で問題はないけど、もっと良くなる気がする」
「なんとなく使い続けている刃がある」
そんな状態こそ、改善のチャンスです。
刃先を最適化することで、
今回のように切断回数が2倍になるケースもあります。
これは、
コスト・品質・生産性すべてに直結する話です。
三起ブレードでは、
お客様の製品・用途に合わせた最適な刃先をご提案いたします。
少しでも気になる方は、ぜひお気軽にご相談ください✨
やる気・元気・三起!🔥